

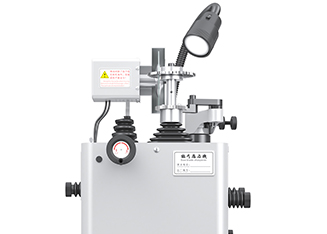
锯片磨齿机配套吸尘器,用于清理锯片研磨中产生的粉尘,吸尘效果好。功率:750W电压:220V尺寸:L560*W370*H720重约:30KG
DATE 2023/03/30
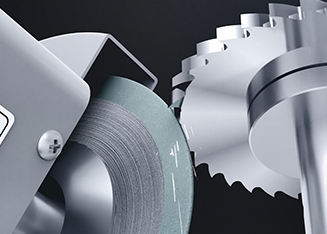
1、开机之前注意砂轮与锯片保持1公分以上距离,锯片厚度中线和砂轮中心应在一条水平线上。

由于砂轮内孔偏大或厚度不是绝对均匀或其他因素导致高速旋转时的震动对研磨质量有不利影响,可以把压盖转动点位置后用手拧紧螺丝,转速由慢到快看效果,多次调试找到最佳平衡点直到砂轮机头震动最小为止,最后用扳手锁紧螺丝。安装砂轮时要用两片砂轮加强夹板锁紧。
2、转动锯齿前角调节钮调整锯齿适合的切削角度。顺时针转动调节钮锯齿切削角度会越来越大,反之会越来越小。
3、开启电源后转动研磨速度调节钮,再转动分度盘齿距调节钮调整推爪行程为1齿并使推爪尖的落点在正确的位置,推爪尖落点通常在1的位置(见操作技巧③图)。调整推爪推齿角度以推爪在分度盘上不打滑为好。推爪在分度盘的正确范围内能使推爪进给更轻松精确(特别要注意推爪在分度盘上的正确落点范围,否则会损伤机器和磨不好刀)。

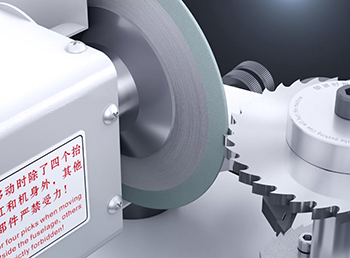
4、转动砂轮启停调节钮调到最大转速,再转动砂轮进刀手轮使砂轮靠近锯片,然后转动对齿调节钮使砂轮左面与锯齿前角对齐再锁紧对齿杆螺母。砂轮进刀轻磨锯齿前角,注意每个锯齿前角都要磨到,然后进刀使砂轮磨到齿底,砂轮后退时要磨到齿尖。没有磨到齿尖表示齿深太深,齿尖磨得重表示齿深太浅,这时候要转动锯齿齿深调节钮调整到合适的齿深,继续循序渐进地进刀研磨直到齿形均匀统一后抛光完成。
5、有的用户需要锯齿倒角研磨,首先将推爪行程调整为一次推2个多齿的距离,然后将机头依砂轮外径大小调整好角度。对齿时砂轮不能触碰到前齿的切削角,否则前功尽弃。锯片本身会有偏摆导致部分吃大或吃小,倒角时应随时注意倒角部分的大小是否均匀。
小锯片研磨更专业
专业导购,欢迎试磨,整机质保,现货速发
电话微信:15992920515


 粤公网安备 44190002001513号
粤公网安备 44190002001513号